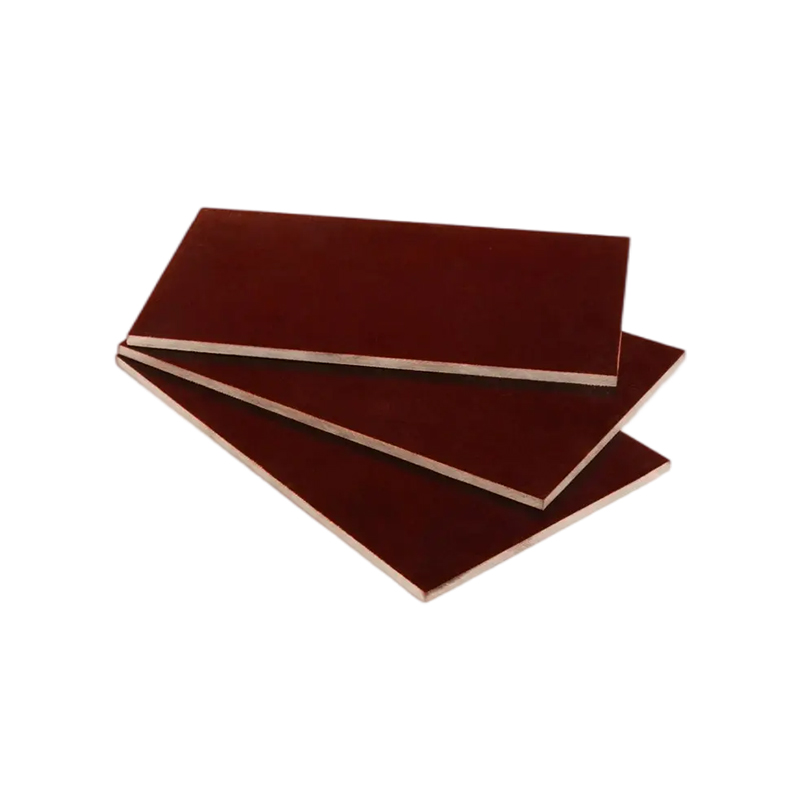
PIGC301 Pelên Laminatkirî yên Hişk ên Qumaşê Cama Polyimide
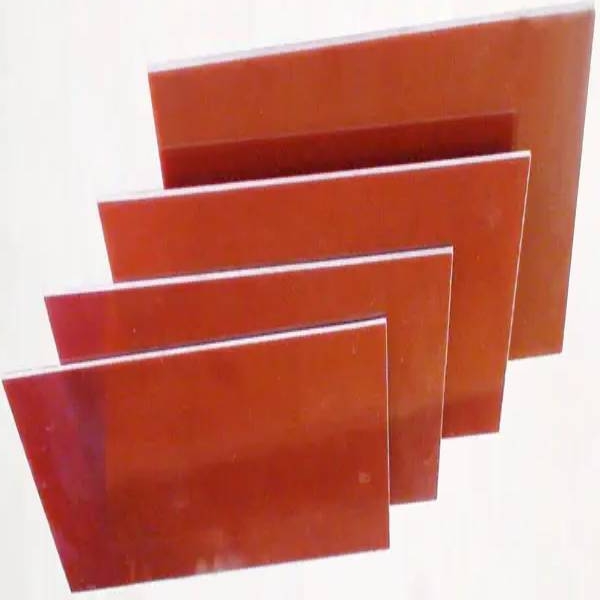

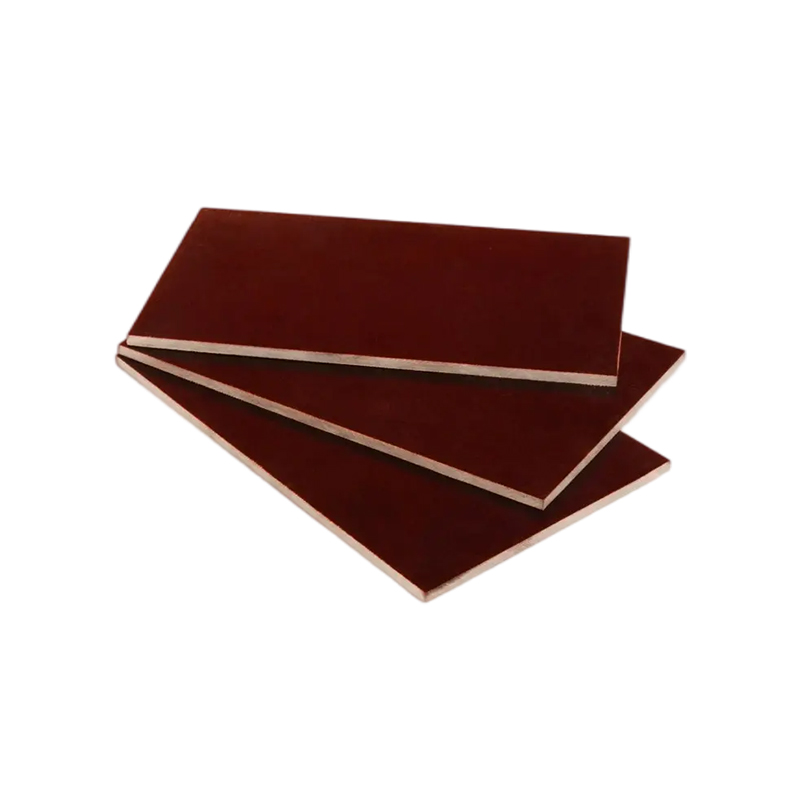
DF205 Pelê Laminatkirî yê Hişk ê Qumaşê Melamine yê Guherandîji qumaşê camê yê tevnkirî pêk tê ku bi rezîna melamînê ya termosetîv hatiye şilkirin û girêdan, di bin germahî û zexta bilind de hatiye laminekirin. Divê qumaşê camê yê tevnkirî bê alkalî be.
Bi taybetmendiyên mekanîkî û dielektrîk ên bilind û berxwedana kevanê ya hêja, pel ji bo alavên elektrîkê wekî beşên avahiya îzolekirinê tê armanc kirin, ku li wir berxwedana kevanê ya bilind hewce ye. Her weha ew ji tespîtkirina madeyên jehrîn û xeternak derbas bû (Rapora RoHS). Ew wekhevî pelê NEMA G5 e,MFGC201, Hgw2272.
Qalindahiya berdest:0.5mm~100mm
Mezinahiya pelê ya berdest:
1500mm*3000mm、1220mm*3000mm、1020mm*2040mm, 1220mm*2440mm、1000mm*2000mm û mezinahîyên din ên danûstandinkirî.

Stûriya Nominal û Tolerans
| Qalindahiya nominal, mm | Ferq, ±mm | Qalindahiya nominal, mm | Ferq, ±mm |
| 0.5 0.6 0.8 1.0 1.2 1.6 2.0 2.5 3.0 4.0 5.0 6.0 8.0 | 0.12 0.13 0.16 0.18 0.20 0.24 0.28 0.33 0.37 0.45 0.52 0.60 0.72 | 10.0 12.0 14.0 16.0 20.0 25.0 30.0 35.0 40.0 45.0 50.0 60.0 80.0 | 0.82 0.94 1.02 1.12 1.30 1.50 1.70 1.95 2.10 2.30 2.45 2.50 2.80 |
| Not:Ji bo pelên bi qalindahiya nominal ên ku di vê Tabloyê de nehatine navnîş kirin, divê cudahî wekî qalindahiya mezintir a din be. | |||
Performansên Fîzîkî, Mekanîkî û Dîelektrîkî
| Na. | Taybetmendî | Yekbûn | Giranî | |
| 1 | Hêza xwarbûnê, perpendîkular li ser laminasyonan | Li germahiya odeyê. | MPa | ≥400 |
| Li 180℃±5℃ | ≥280 | |||
| 2 | Hêza bandorê, Charpy, Notch | kJ/m2 | ≥50 | |
| 3 | Li hember voltaja berxwedêr, perpendîkular li ser laminasyonan, di rûnê transformatorê de, li 90±2℃, 1 deqe | kV | Li tabloya jêrîn binêre | |
| 4 | Li hember voltaja berxwedêr, paralel bi laminasyonan, di rûnê transformatorê de, li 90±2℃, 1min | kV | ≥35 | |
| 5 | Berxwedana îzolasyonê, paralel bi laminasyonan, piştî nixumandinê | Ω | ≥1.0×108 | |
| 6 | Faktora belavbûna dîelektrîkê 1MHz, piştî nixumandinê | — | ≤0.03 | |
| 7 | Destûra nisbî, 1MHz, piştî ketina nav avê | — | ≤5.5 | |
| 8 | Mijandina avê | mg | Li tabloya jêrîn binêre | |
| 9 | Şewatbûn | bisinifkirinî | ≥BH2 | |
| 10 | Jiyana germî, endeksa germahiyê: TI | — | ≥180 | |
Li hember Voltaja Berxwedêr, Perpendicular to Lamination
| Stûrî, mm | Nirx, KV | Stûrî, mm | Nirx, KV |
| 0.5 0.6 0.7 0.8 0.9 1.0 1.2 1.4 1.6 | 9.0 11 12 13 14 16 18 20 22 | 1.8 2.0 2.2 2.4 2.5 2.6 2.8 Zêdetirî 3.0
| 24 26 28 29 29 29 29 31
|
| Not:Qalindahiya li jor hatîye rêzkirin navînîya encamên ceribandinê ye. Ji bo pelên ku qalindahîya wan di navbera du qalindahîyên navînî yên li jor hatine rêzkirin de ye, voltaja berxwedanê (serpereştî laminasyonan) divê bi Rêbaza Interpolasyonê were bidestxistin. Ji bo pelên ku ji 0.5 mm ziravtir in, nirxa voltaja berxwedanê divê wekî ya pelên 0.5 mm be. Ji bo pelên ku ji 3 mm stûrtir in, divê berî ceribandinê li ser yek rûyî heta 3 mm werin makînekirin. | |||
Vegirtin Avê
| Stûrî, mm | Nirx, mg | Stûrî, mm | Nirx, mg |
| 0.5 0.6 0.8 1.0 1.2 1.5 2.0 2.5 3.0 4.0 | ≤25 ≤26 ≤27 ≤28 ≤29 ≤30 ≤32 ≤35 ≤36 ≤40 | 5.0 6.0 8.0 10.0 12.0 14.0 16.0 20.0 25.0 22.5 (makînekirî, yek alî) | ≤45 ≤50 ≤60 ≤70 ≤80 ≤90 ≤100 ≤120 ≤140 ≤150 |
| Not:Qalindahiya li jor hatîye rêzkirin navînîya encamên ceribandinê ye. Pelên ku qalindahiya wan di navbera du qalindahiyên li jor hatine rêzkirin de ye, divê mîqdara vegirtina avê bi Interpolasyonê were bidestxistin.Awa.Ji bo pelên ji 0.5 mm ziravtir, divê nirx wekî yên pelên 0.5 mm bin. Pelên ji 25 mm stûrtir divê berî ceribandinê li ser yek rûyî heta 22.5 mm werin makînekirin. | |||
Pakkirin û Depokirin
Divê pel li cîhekî ku germahî ji 40°C zêdetir nebe bên hilanîn, û bi awayekî wekhev li ser balîfek bi bilindahiya 50 mm an jî jortir bên danîn.
Ji agir, germê (amûrên germkirinê) û tîrêjên rojê dûr bigirin. Demjimêra hilanîna pelan ji roja şandinê ve 18 meh e. Ger temenê hilanînê ji 18 mehan zêdetir be, berhem hîn jî dikare were bikar anîn bi şertê ku ji bo kalîfîkasyonê were ceribandin.
Têbînî û Tedbîrên ji bo Destgirtin û Bikaranînê
Ji ber ku germahiya pelan lawaz e, divê di makînekirinê de leza bilind û kûrahiya birrînê ya piçûk were bikar anîn.
Makînekirin û birîna vê berhemê dê gelek toz û dûman berde.
Divê tedbîrên guncaw werin girtin da ku di dema xebatan de asta tozê di nav sînorên qebûlkirî de be. Tê pêşniyar kirin ku hewakirina derdana herêmî û karanîna maskên toz/parçeyan ên guncaw werin bikar anîn.
Amûrên Hilberînê


Pakêta ji bo Pelên Laminatkirî